No fresamento, uma das operações de usinagem mais comum da indústria (confira o Fresamento e suas finalidades), a força que atua na deformação local de material e formação de cavaco é medida em um único ponto, localizado no gume cortante. Considerando esta força entre a peça e a ferramenta em um único lugar facilita o seu cálculo.
De maneira geral, a direção e o sentido da força F são difíceis de se determinar. Por isso ela é decomposta em componentes.
As componentes de F são identificadas por índices: "c" para a direção principal de corte, "f" para a direção de avanço e "p" para a direção passiva (perpendicular ao plano de trabalho "Pf").
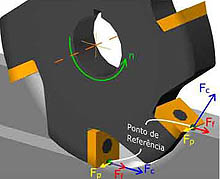 A Força de Corte "Fc" tem o mesmo sentido e direção da velocidade de corte "vc". Ela é responsável pela maior parte da potência de corte. A Força de avanço "Ff" tem o mesmo sentido e direção da velocidade de avanço "vf", causando a deflexão da ferramenta. A Fp é a componente de F perpendicular ao plano de trabalho Pf (onde se localizam "Fc" e "Ff"). Caso a ferramenta tenha gumes retos (kr = 90o, ls = 0o) a Fp será muito pequena em relação à Fc e Ff.
A Força de Corte "Fc" tem o mesmo sentido e direção da velocidade de corte "vc". Ela é responsável pela maior parte da potência de corte. A Força de avanço "Ff" tem o mesmo sentido e direção da velocidade de avanço "vf", causando a deflexão da ferramenta. A Fp é a componente de F perpendicular ao plano de trabalho Pf (onde se localizam "Fc" e "Ff"). Caso a ferramenta tenha gumes retos (kr = 90o, ls = 0o) a Fp será muito pequena em relação à Fc e Ff.
A potência de corte "Pc" é a potência entregue ao gume da ferramenta e consumida na remoção de cavacos. A de acionamento "Pa" é a potência que o motor fornece para a máquina ferramenta. Ela difere da potência de corte pelas perdas que ocorrem por atrito nos mancais, engrenagens, sistemas de avanço, entre outros. O rendimento "h" da máquina ferramenta é definido pela razão entre Pc e Pa.
A diversidade de estratégias de usinagem, da variação de espessura do cavaco e das diversas geometrias de ferramenta disponíveis torna muito mais difícil obter o equacionamento da força de corte no fresamento que no torneamento.
Veja o equacionamento da Força de Corte para uma fresa de geometria simples.