Fonte: II Assembléia Geral do IFM – 11/11/08
Palavras-chave: fresamento, ferro fundido vermicular, ferro fundido cinzento, metal-duro, cerâmica.
Introdução
As recentes evoluções tecnológicas dos motores a diesel, tanto em desempenho quanto na redução da emissão de poluentes, são resultantes de maiores pressões e temperaturas de trabalho, fazendo com que o bloco do motor sofra maiores solicitações, podendo gerar quebras prematuras [1]. A fim de evitar tais problemas, o ferro fundido vermicular ou CGI - “Compacted Graphite Iron”, vem ganhando espaço no mercado de blocos e cabeçotes de motores a diesel. Esse material tem praticamente o dobro da resistência mecânica [2] em comparação ao ferro fundido cinzento, tradicionalmente usado em blocos de motores. Com material de maior resistência é possível fazer motores mais potentes do mesmo tamanho, ou motores mais compactos com a mesma potência. Além disso, estes motores apresentam a vantagem adicional de combustão mais eficiente e, portanto, são menos poluentes. Entretanto, tais propriedades superiores deste material implicam num maior custo de usinagem em relação ao ferro fundido cinzento, devido aos tempos de processo e desgaste das ferramentas serem mais elevados. Em função destes problemas, vem se pesquisando intensamente a usinabilidade deste material, de modo que ela possa se aproximar cada vez mais à do ferro fundido cinzento.
Objetivo
O objetivo deste trabalho é apresentar, parcialmente, os resultados da pesquisa referente à usinabilidade do ferro fundido vermicular, processo de fresamento, comparando-a com a usinabilidade do ferro fundido cinzento. A avaliação da usinabilidade dos referidos materiais está baseada no desgaste e vida das ferramentas de usinagem.
Metodologia
Os experimentos de fresamento de longa duração, para avaliar a usinabilidade do ferro fundido vermicular e do cinzento, foram realizados em um centro de usinagem 4 eixos, com dois tipos de materiais de ferramenta de usinagem, uma de metal duro e a outra de cerâmica, ambas comerciais, do mesmo fabricante e com a mesma geometria. Os dois tipos de ferros fundidos foram caracterizados quanto às propriedades mecânicas, composição química e microestrutura. Os parâmetros de corte foram definidos com base em estudos anteriores [3] e recomendações do fabricante das ferramentas, e encontram-se listados na
Tabela 1.
.jpg)
Resultados
A ferramenta de metal-duro apresentou uma vida 63% superior usinando o ferro fundido cinzento, em relação aos resultados obtidos usinando o ferro fundido vermicular. Com este resultado fica evidenciando a pior usinabilidade do ferro fundido vermicular em comparação a do ferro fundido cinzento, mesmo em processo de fresamento, com características de corte não contínuo. Com a ferramenta cerâmica foram realizados experimentos variando-se o avanço. Com o aumento do avanço de 0,15 para 0.30 mm/gume, o ferro fundido cinzento proporcionou um aumento na vida da ferramenta de 78%. Por outro lado, na usinagem do ferro fundido vermicular, com avanço de 0,3 mm/gume, ocorreu uma redução na vida da ferramenta, entretanto com maior volume de cavaco removido. Comparando os resultados entre o ferro fundido vermicular e o cinzento com o dobro de avanço, o cinzento apresentou uma vida 76% superior à obtida com o vermicular, resultados estes compatíveis com os de outros pesquisadores. A Figura 1(a) apresenta os resultados obtidos com ambas as ferramentas utilizadas nesta pesquisa.
O mecanismo de desgaste predominante, tanto na ferramenta de metal-duro como na ferramenta de cerâmica, foi por abrasão, com a presença de lascamentos nos gumes da ferramenta cerâmica, conforme pode ser observado na Figura 1(b).
Conclusões
Os resultados desta pesquisa evidenciaram nitidamente a maior dificuldade na usinagem do ferro fundido vermicular, em relação ao ferro fundido cinzento, como conseqüência das diferenças nas suas propriedades mecânicas e características microestruturais. Fica comprovado que tal fato é responsável pelo aumento do custo de usinagem do ferro fundido vermicular. Conforme observado nos resultados com a ferramenta cerâmica, o
aumento do avanço auxilia no aumento da vida da ferramenta, sendo a redução do tempo de contato ferramenta/peça um fator que tem sua contribuição neste particular. É importante salientar que para otimizar a utilização das duas ferramentas existe a necessidade de pesquisas complementares, tendo em vista que no presente foram utilizados parâmetros de usinagem bastante distintos e muito próximos do limite superior de aplicação das ferramentas em questão.
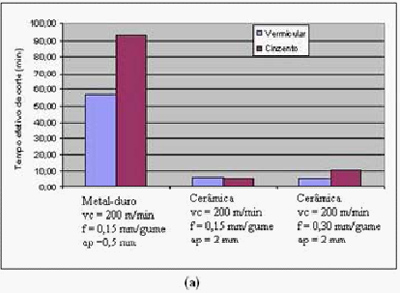
Figura 1(a) - Comparação geral da vida das ferramentas de metal-duro e cerâmica
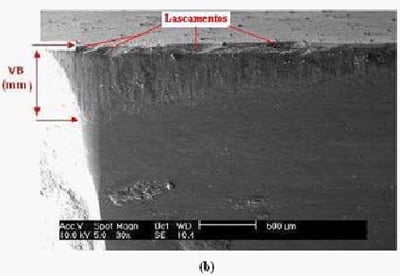
Figura 1(b) - Caracterização do desgaste da ferramenta cerâmica
Agradecimentos
Ao projeto REMAUSME, ao projeto MCT/CNPQ/IFM II, a SANDVIK – Coromant e a Tupy Fundições Ltda.
Referências
[1] GUESSER, W.,”Ferro Fundido com Graita Compacta”, Metalurgia & Materiais: Junho 2002. p.403-405.
[2] DORÉ, C.. “Influência da Variação da Nodularidade na Usinabilidade do Ferro Fundido Vermicular Classe 450”. Florianópolis, 2007. Dissertação (Mestrado em Engenharia Mecânica) – Departamento de Engenharia Mecânica, Universidade Federal de Santa Catarina.
[3] DAWSON, S., SCHROEDER, T.. “Practical Applications for Compacted Graphite Iron”. AFS Transactions, American Foundry Society, Des Plaines, USA: Paper 04-047, 2004, p.1-9.
João Henrique Bagetti, Lourival Boehs, Wilson Luiz Guesser
Universidade Federal de Santa Catarina. Dep. de Eng. Mecânica - Florianópolis, SC, Brasil
[email protected], [email protected], [email protected]
Universidade Federal de Santa Catarina. Dep. de Eng. Mecânica - Florianópolis, SC, Brasil
[email protected], [email protected], [email protected]
Palavras-chave: fresamento, ferro fundido vermicular, ferro fundido cinzento, metal-duro, cerâmica.
Introdução
As recentes evoluções tecnológicas dos motores a diesel, tanto em desempenho quanto na redução da emissão de poluentes, são resultantes de maiores pressões e temperaturas de trabalho, fazendo com que o bloco do motor sofra maiores solicitações, podendo gerar quebras prematuras [1]. A fim de evitar tais problemas, o ferro fundido vermicular ou CGI - “Compacted Graphite Iron”, vem ganhando espaço no mercado de blocos e cabeçotes de motores a diesel. Esse material tem praticamente o dobro da resistência mecânica [2] em comparação ao ferro fundido cinzento, tradicionalmente usado em blocos de motores. Com material de maior resistência é possível fazer motores mais potentes do mesmo tamanho, ou motores mais compactos com a mesma potência. Além disso, estes motores apresentam a vantagem adicional de combustão mais eficiente e, portanto, são menos poluentes. Entretanto, tais propriedades superiores deste material implicam num maior custo de usinagem em relação ao ferro fundido cinzento, devido aos tempos de processo e desgaste das ferramentas serem mais elevados. Em função destes problemas, vem se pesquisando intensamente a usinabilidade deste material, de modo que ela possa se aproximar cada vez mais à do ferro fundido cinzento.
Objetivo
O objetivo deste trabalho é apresentar, parcialmente, os resultados da pesquisa referente à usinabilidade do ferro fundido vermicular, processo de fresamento, comparando-a com a usinabilidade do ferro fundido cinzento. A avaliação da usinabilidade dos referidos materiais está baseada no desgaste e vida das ferramentas de usinagem.
Metodologia
Os experimentos de fresamento de longa duração, para avaliar a usinabilidade do ferro fundido vermicular e do cinzento, foram realizados em um centro de usinagem 4 eixos, com dois tipos de materiais de ferramenta de usinagem, uma de metal duro e a outra de cerâmica, ambas comerciais, do mesmo fabricante e com a mesma geometria. Os dois tipos de ferros fundidos foram caracterizados quanto às propriedades mecânicas, composição química e microestrutura. Os parâmetros de corte foram definidos com base em estudos anteriores [3] e recomendações do fabricante das ferramentas, e encontram-se listados na
Tabela 1.
Resultados
A ferramenta de metal-duro apresentou uma vida 63% superior usinando o ferro fundido cinzento, em relação aos resultados obtidos usinando o ferro fundido vermicular. Com este resultado fica evidenciando a pior usinabilidade do ferro fundido vermicular em comparação a do ferro fundido cinzento, mesmo em processo de fresamento, com características de corte não contínuo. Com a ferramenta cerâmica foram realizados experimentos variando-se o avanço. Com o aumento do avanço de 0,15 para 0.30 mm/gume, o ferro fundido cinzento proporcionou um aumento na vida da ferramenta de 78%. Por outro lado, na usinagem do ferro fundido vermicular, com avanço de 0,3 mm/gume, ocorreu uma redução na vida da ferramenta, entretanto com maior volume de cavaco removido. Comparando os resultados entre o ferro fundido vermicular e o cinzento com o dobro de avanço, o cinzento apresentou uma vida 76% superior à obtida com o vermicular, resultados estes compatíveis com os de outros pesquisadores. A Figura 1(a) apresenta os resultados obtidos com ambas as ferramentas utilizadas nesta pesquisa.
O mecanismo de desgaste predominante, tanto na ferramenta de metal-duro como na ferramenta de cerâmica, foi por abrasão, com a presença de lascamentos nos gumes da ferramenta cerâmica, conforme pode ser observado na Figura 1(b).
Conclusões
Os resultados desta pesquisa evidenciaram nitidamente a maior dificuldade na usinagem do ferro fundido vermicular, em relação ao ferro fundido cinzento, como conseqüência das diferenças nas suas propriedades mecânicas e características microestruturais. Fica comprovado que tal fato é responsável pelo aumento do custo de usinagem do ferro fundido vermicular. Conforme observado nos resultados com a ferramenta cerâmica, o
aumento do avanço auxilia no aumento da vida da ferramenta, sendo a redução do tempo de contato ferramenta/peça um fator que tem sua contribuição neste particular. É importante salientar que para otimizar a utilização das duas ferramentas existe a necessidade de pesquisas complementares, tendo em vista que no presente foram utilizados parâmetros de usinagem bastante distintos e muito próximos do limite superior de aplicação das ferramentas em questão.
Figura 1(a) - Comparação geral da vida das ferramentas de metal-duro e cerâmica
Figura 1(b) - Caracterização do desgaste da ferramenta cerâmica
Agradecimentos
Ao projeto REMAUSME, ao projeto MCT/CNPQ/IFM II, a SANDVIK – Coromant e a Tupy Fundições Ltda.
Referências
[1] GUESSER, W.,”Ferro Fundido com Graita Compacta”, Metalurgia & Materiais: Junho 2002. p.403-405.
[2] DORÉ, C.. “Influência da Variação da Nodularidade na Usinabilidade do Ferro Fundido Vermicular Classe 450”. Florianópolis, 2007. Dissertação (Mestrado em Engenharia Mecânica) – Departamento de Engenharia Mecânica, Universidade Federal de Santa Catarina.
[3] DAWSON, S., SCHROEDER, T.. “Practical Applications for Compacted Graphite Iron”. AFS Transactions, American Foundry Society, Des Plaines, USA: Paper 04-047, 2004, p.1-9.