por
Joseph Polyanovsky | 03/09/2020
O projeto faz diferença: Maximizando o desempenho em máquinas de Linhas Transfer
Segundo os especialistas em MTB da Iscar, alcançar o sucesso depende do projeto correto da ferramenta. A maioria das ferramentas é especialmente customizada devido à complexidade do processo de usinagem.
Na era da manufatura moderna, as indústrias exigem soluções rápidas e eficazes para produção em massa, e as máquinas de linha transfer são projetadas e equipadas para esse fim. As linhas transfer consistem em várias estações de trabalho com diferentes tipos de ferramentas para diversas operações de usinagem, como torneamento, furação, fresamento e mandrilamento. Cada estação pode incluir vários fusos com ferramentas de corte para usinar diferentes superfícies de uma peça, o que significa que várias ferramentas podem estar usinando simultaneamente.
As máquinas da linha transfer são robustas e podem ser usadas apenas para produzir itens específicos. Com a crescente demanda por peças produzidas em massa, as máquinas de linha transfer foram amplamente adotadas especificamente para pequenas peças cilíndricas produzidas a partir de barras. Esse fenômeno torna essas máquinas altamente populares.
O conceito de linha transfer visa capacitar a manufatura aplicando os métodos mais rápidos e econômicos. O alto desempenho depende em grande parte de ferramentas eficazes, e encontrar uma ferramenta ideal é uma tarefa que requer cooperação entre fabricantes de máquinas, de ferramentas e usuários de máquinas. Existe uma correlação direta entre os elos de coordenação dessa cadeia e a eficiência operacional final - quanto mais próxima a colaboração, mais eficaz será a ferramenta escolhida. A cooperação e comunicação contínuas com os principais Fabricantes de Máquinas (MTB) proporcionaram à ISCAR uma base de conhecimento e experiência para aprimorar o desenvolvimento de ferramentas de corte e porta-ferramentas para máquinas de linha transfer.
Segundo os especialistas em MTB da ISCAR, alcançar o sucesso depende do projeto correto da ferramenta. A maioria das ferramentas é especialmente customizada devido à complexidade de um processo de usinagem que apresenta tempos de ciclo muito apertados. As ferramentas combinadas mantêm tempos de ciclo exatos e reduzem o número de estações necessárias para um determinado processo de usinagem.
Continua depois da publicidade |
Frequentemente, as ferramentas são combinadas para executar vários tipos de usinagem, como furação, mandrilamento, escareamento, chanframento, plungeamento e muito mais. Essas ferramentas geralmente incluem mecanismos de ajuste. Uma ferramenta combinada deve garantir recursos amplos de evacuação de cavacos de várias áreas de usinagem. Este é um requisito importante no projeto da ferramenta.
As ferramentas combinadas para operações de furação, trepanação e chanframento geralmente operam superfícies internas e externas simultaneamente. Aqui, o projeto geral deve garantir alta rigidez para evitar vibrações causadas pela forma específica necessária das ferramentas para a usinagem de várias superfícies simultaneamente, especialmente para aquelas que têm um formato complicado.
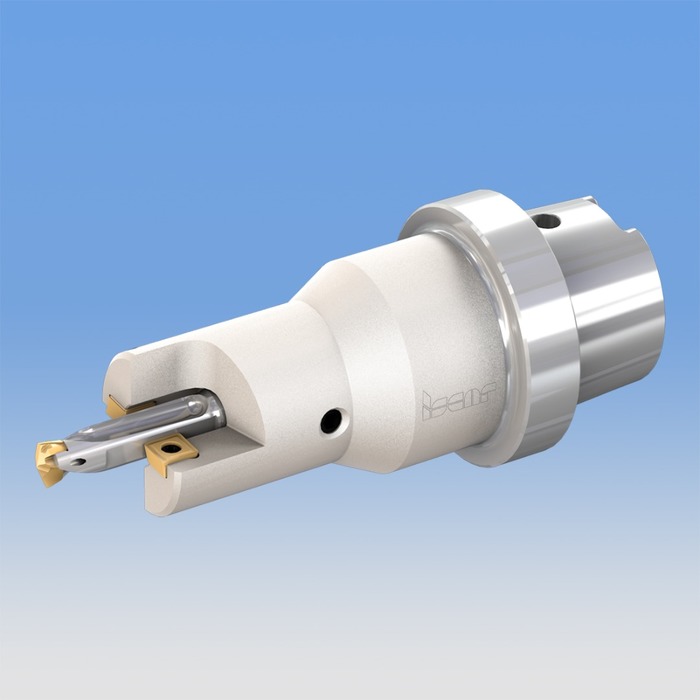
As combinações de ferramentas de furação e ranhura internas anulam a necessidade de uma estação extra, diminuindo o custo total e o tempo de ciclo. Com esses tipos de combinação, é essencial que o projeto evite colisões de ferramentas entre as operações e facilite a boa evacuação de cavacos das áreas internas.
Operações de mergulho com chanfro frontal e traseiro, por exemplo, geralmente são executadas em sequência usando ferramentas longas, consequentemente, o projeto exige rigidez e amortecimento de vibrações.
A seleção da ferramenta de corte e dos suportes ideais para as linhas transfer geralmente requer dimensões específicas da ferramenta, ditadas pelos parâmetros de uma estação de trabalho, limitação de curso e evacuação confiável de cavacos para garantir ciclos de produção ininterruptos. A cooperação entre os fabricantes de máquinas e ferramentas é necessária para a verificação e validação do processo planejado e a seleção correta de ferramentas, desde o projeto inicial a implantação do processo e até a otimização pós-produção.
Tolerâncias apertadas podem ser alcançadas com ferramentas monobloco combinadas com ferramentas especialmente adaptadas com diferentes sistemas de fixação, como CAMFIX ou HSK. As ferramentas projetadas com mecanismos de ajuste proporcionam tolerâncias precisas e ao mesmo tempo estabilidade e rigidez, tanto das ferramentas quanto do processo.

As ferramentas de formação rotativas e não rotativas equipadas com as pastilhas FTB, XNUW e PENTA da ISCAR proporcionam reduções no tempo de ciclo, usinando perfis complicados em um único passe.
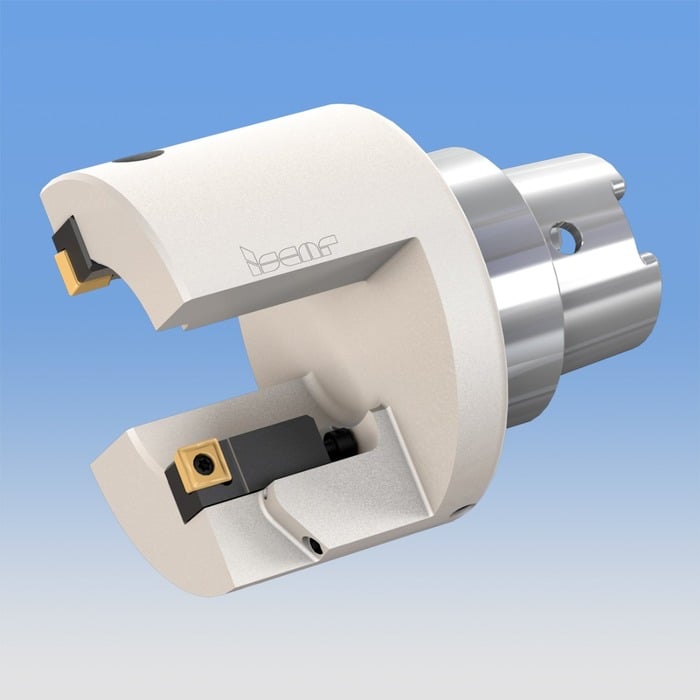
Operações de torneamento, como torneamento externo, mandrilamento e mandrilamento reverso, são frequentemente realizadas com o eixo linear perpendicular à linha de centro do eixo-árvore. Esse tipo de usinagem é geralmente chamado de “eixo U”, um termo usado para colocar ferramentas em cabeçotes especiais com sistemas complicados de blocos e contrapesos. Essas ferramentas são montadas em blocos ou diretamente no cabeçote.
Ambos os conceitos incluem ferramentas integrais e modulares com CAMFIX, HSK, VDI ou outros tipos de fixações, bem como ferramentas customizadas desenvolvidas de acordo com a solicitação do cliente.
Fabricantes de grande escala, principalmente das indústrias automotiva, de óleo e gás, médica e os segmentos que produzem peças em miniatura, são os principais usuários das linhas transfer. A cooperação longa e frutífera entre as equipes da ISCAR e esses clientes já resultou no projeto, desenvolvimento e implementação de inúmeras soluções de ferramentas produtivas e confiáveis. Esse modelo de parceria construtiva entre clientes e fabricantes de máquinas é especialmente aplicável no planejamento de ferramentas para linhas transfer, onde o equilíbrio entre produtividade e custo por peça é tão importante.
O conteúdo e a opinião expressa neste artigo não representam a opinião do Grupo CIMM e são de responsabilidade do autor.
Joseph Polyanovsky
O autor é Gerente de Projeto de MTB ISCAR LTD. Tradução Iscar do Brasil.

